Who Is the Manufacturer Under PPWR? A 30% PCR Perforated Bag Case Study
A packaging converter produces the film. A bag manufacturer converts it into perforated bags. A brand owner fills and seals the bags. An importer places the packaged product on the EU market. Which company is the manufacturer under PPWR?
The answer is not always the factory that physically makes the empty bag. The Packaging and Packaging Waste Regulation, or PPWR, assigns responsibilities according to the packaging format, branding, design control, final conversion and route to the EU market. This guide explains those responsibilities through a practical example: Adsure Packaging’s 30% post-consumer recycled, or PCR, transparent polyethylene perforated bags on roll.

Important: This article provides general product and regulatory information, not legal advice. The responsible economic operator and applicable PPWR requirements must be confirmed for each packaging project and route to market.
What Is the Difference Between PPWD and PPWR?
The former Packaging and Packaging Waste Directive, or PPWD, required EU Member States to transpose common objectives into national law. Implementation could therefore vary between countries. Regulation (EU) 2025/40, known as the PPWR, is directly applicable across the European Union and generally applies from 12 August 2026, while many detailed obligations take effect later under phased deadlines.[1] [2] For a related operational overview, see Adsure’s guide to EU PPWR and EPR responsibilities.
| Topic | PPWD | PPWR |
|---|---|---|
| Legal form | Directive | Regulation |
| National implementation | Required Member-State transposition | Direct EU-wide application |
| Recyclability grading | Less harmonised | EU A/B/C performance framework |
| Recycled plastic content | Limited common requirements | Mandatory future minimum percentages |
| Technical documentation | Less standardised | Formal conformity documentation |
| EPR | Implemented mainly through national rules | More harmonised framework, with national registration and reporting remaining relevant |
The change matters to anyone deciding who is the manufacturer under PPWR, because the Regulation creates more explicit duties for manufacturers, importers, distributors, suppliers and producers. However, 12 August 2026 is not a universal deadline by which every future target must already be met. Companies should instead classify their packaging, identify responsible economic operators and begin building documentation before the requirements progressively become applicable.
PPWR Article 6 establishes recyclability performance grades A, B and C. Detailed design-for-recycling criteria are still to be established through delegated acts, which the Commission is required to adopt by 1 January 2028. The design-for-recycling condition applies from 1 January 2030 or 24 months after those delegated acts enter into force, whichever is later.[1] A supplier should therefore not promise a final official A, B or C grade for a current bag before the applicable assessment rules are available.
Who Is the Manufacturer Under PPWR?
Under the Regulation, “manufacturer” is a legal compliance role, not merely a description of the company operating a film-extrusion or bag-making machine. The European Commission’s 2026 PPWR guidance explains how the role should be identified in different supply chains and indicates that, in principle, there should be one manufacturer under PPWR for a packaging item.[3]
For sales packaging and grouped packaging that are completed during packing, the business performing the final cutting, filling and sealing, and placing the packed product on the market, may be the manufacturer. Branding and design control can also change the analysis. A company that has packaging made and marketed under its own name or trademark may assume the manufacturer’s obligations even when another factory performs the physical conversion.[1] [3]
The Manufacturer Under PPWR Is Not Always the Physical Bag Factory
Consider a roll of film or partially converted bags. If a customer completes the final conversion, fills the bags, seals them and places the packaged goods on the EU market under its own brand, that customer or brand owner may be the manufacturer under PPWR. By contrast, when a supplier places a completed, unbranded packaging format on the market under its own control, the supplier may be the manufacturer. The facts must be reviewed project by project.
| Typical supply-chain situation | Party that may be the manufacturer under PPWR | Key facts to verify |
|---|---|---|
| Customer completes cutting, filling and sealing of sales packaging | Customer, packer or brand owner | Final conversion, branding and market placement |
| Adsure supplies completed, unbranded transport packaging based mainly on its own design | Adsure may hold the role | Packaging type, design control and contractual scope |
| Bags carry the customer’s name or trademark and follow customer-defined specifications | Customer or brand owner may hold the role | Trademark, specification ownership and intended use |
| Importer or distributor sells packaging under its own brand or modifies it in a way that affects conformity | Importer or distributor may assume manufacturer duties | Rebranding, modifications and placing on the market |
| Supplier and user jointly develop unbranded packaging | Depends on the facts | Who orders and determines the essential design specifications |
When Can a Packaging Converter Be the Manufacturer?
Adsure may be the manufacturer under PPWR when it supplies packaging in its final form, controls the essential design, places it on the market under its own name and the packaging is not later completed or branded in a way that changes the responsibility analysis. This may be more relevant to certain finished transport, service or unbranded packaging formats.
The precise conclusion cannot be made solely from a purchase order description such as “plastic bag.” The parties should record the packaging category, design decisions, brand ownership, final conversion steps, intended packed product, destination market and contractual allocation of information duties.
When Is the Customer or Brand Owner the Manufacturer?
A customer is more likely to be the manufacturer under PPWR when it determines the bag dimensions, thickness, structure, printing and intended use; places its name or trademark on the packaging or packaged product; performs the final filling and sealing; and supplies the packaged goods in the EU under its own brand. The Commission guidance should be consulted alongside the Regulation and the facts of the transaction.[1] [3]
Manufacturer Versus Producer
Manufacturer primarily addresses packaging conformity: sustainability requirements, conformity assessment, technical documentation, required declarations and relevant labelling. Producer primarily addresses national extended producer responsibility obligations, including registration, reporting and waste-management contributions. The two roles may be held by different entities.[1] [3]
Knowing the manufacturer under PPWR does not automatically identify the EPR producer in every Member State. Businesses must assess both roles, especially where a non-EU supplier, EU importer, brand owner, fulfilment operator and online seller are involved.
A Practical Example: Adsure’s 30% PCR Transparent PE Bag
Adsure’s product-development example is a transparent PE perforated bag on roll containing 30% post-consumer recycled plastic. It can be developed as a manually dispensed perforated bag or, where the opening geometry, perforation, winding and equipment parameters are defined, as a pre-opened bag for automated packaging. Adsure’s existing product range includes custom PE pre-opened and perforated bags on rolls, recycled-material options and custom dimensions, perforations and printing.[4] [5]
| Product specification | Project description |
|---|---|
| Product | Transparent PE perforated bags on roll |
| Recycled content | 30% post-consumer recycled plastic |
| Main material | PE-based structure |
| Format | Bags separated by perforation |
| Appearance | Transparent |
| Sizes | Customisable after application review |
| Printing | Plain or custom printed |
| Application | Subject to packed product, equipment and packaging classification |
| Manufacturing role | Determined by branding, design control, final conversion and intended use |

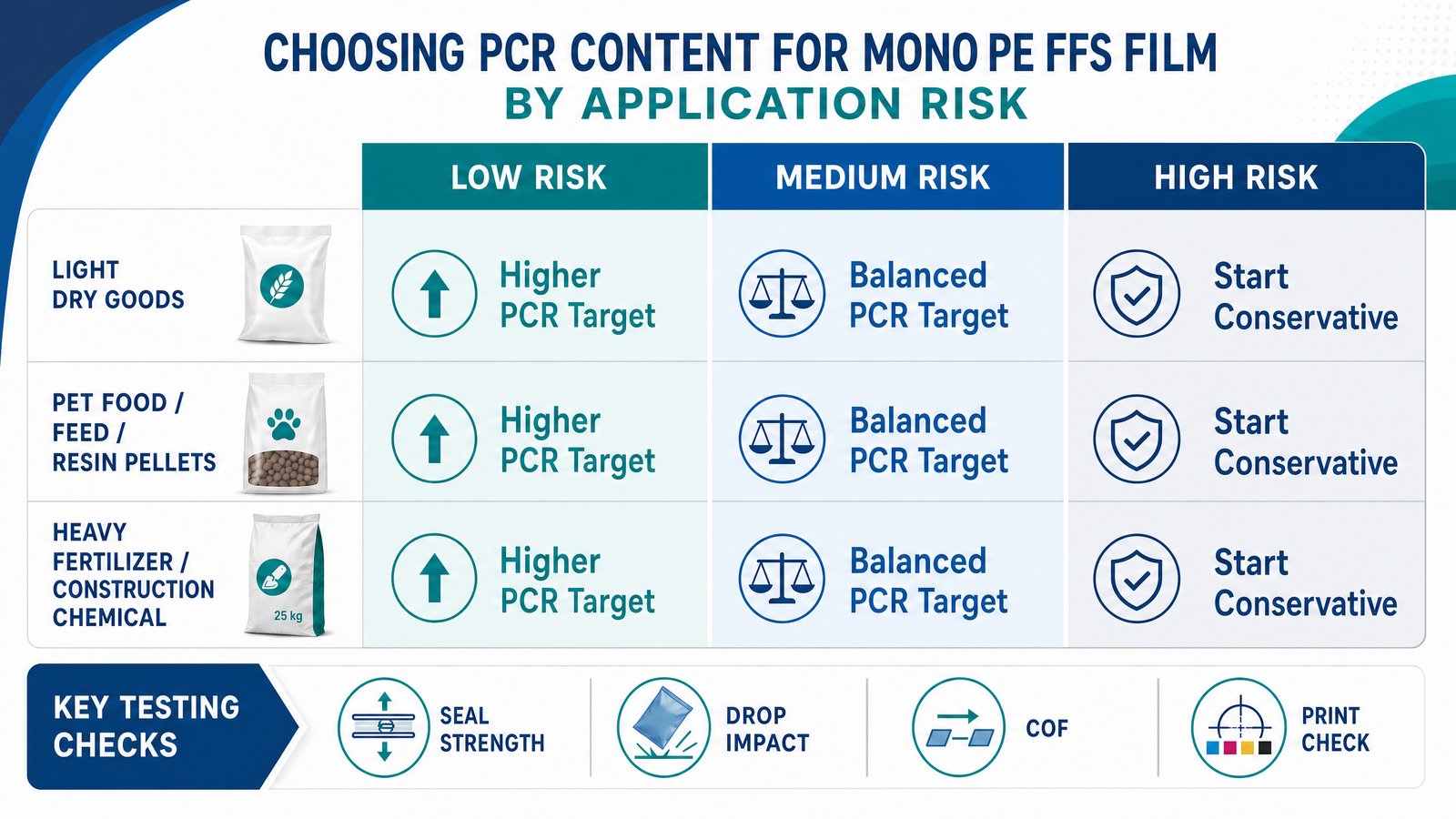
The 30% PCR formulation reduces dependence on virgin resin by replacing part of the polymer input with post-consumer recycled material. That percentage must be supported by appropriate supplier, batch, mass-balance or traceability evidence under the agreed project scope. It should not be treated as a standalone legal conclusion.
The roll format can support continuous dispensing. For automatic packing, buyers should specify the open side, perforation position, seal geometry, web width, roll core, maximum roll diameter, winding direction, registration requirements and machine model. Compatibility should be validated against the customer’s equipment and operating conditions rather than described as universal.
Adsure can also review dimensions, thickness, PCR level, clarity, print coverage, venting, sealing performance and sample-testing requirements. A buyer selecting the manufacturer under PPWR should ensure that these design inputs and responsibilities are documented before mass production. This written decision also helps the manufacturer under PPWR maintain consistent evidence across purchasing, testing and conformity review.
Does 30% PCR Make the Bag PPWR Compliant?
No. A single PCR percentage does not make packaging automatically PPWR compliant. A conformity assessment may also need to address packaging classification, recyclability, minimisation, substances of concern, labelling, technical documentation, production controls, importer duties and the EU Declaration of Conformity.[1]
For plastic packaging other than the contact-sensitive categories and single-use beverage bottles listed in Article 7(1), the current PPWR text sets a 35% minimum recycled-content target by 1 January 2030 or three years after the relevant implementing act enters into force, whichever is later. The corresponding 2040 value is 65%.[1] If the transparent PE bag falls in this general non-contact-sensitive category, a 30% PCR formulation is below the future 35% threshold.
The responsible manufacturer under PPWR should therefore position the 30% PCR bag as a current transition option that can reduce virgin-plastic use, support material testing and create a documentation baseline. It should not be marketed as a “fully PPWR-compliant 30% PCR bag.” A higher-PCR version may be developed and validated, but its suitability will depend on transparency, sealing, strength, equipment performance, traceability and the final calculation rules.
Contact-sensitive packaging can be subject to different percentages and possible derogations. The classification of food, medical, pharmaceutical or other sensitive applications must therefore be confirmed before selecting a target.[1]
How Can the Manufacturer Under PPWR Prepare?
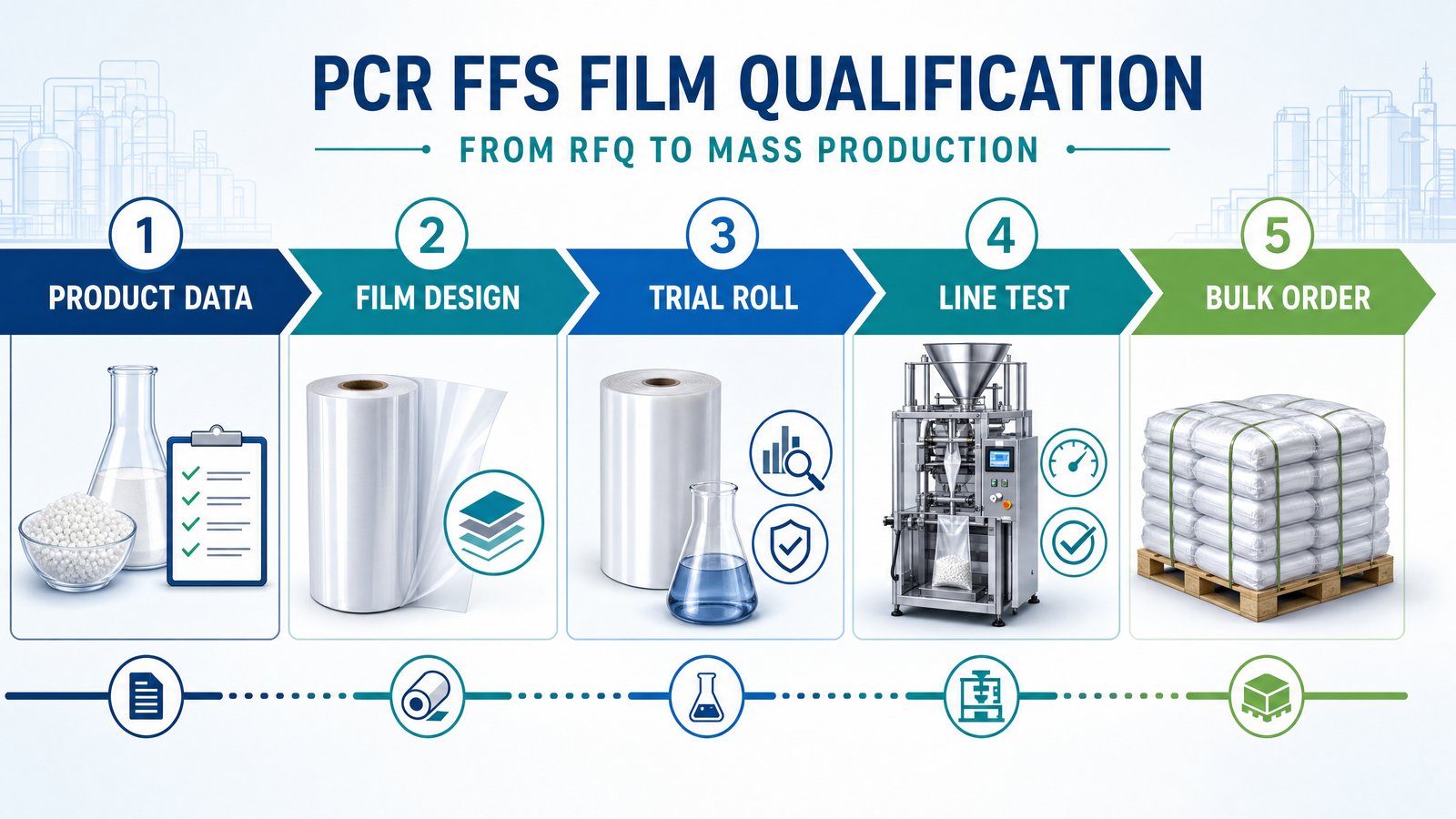
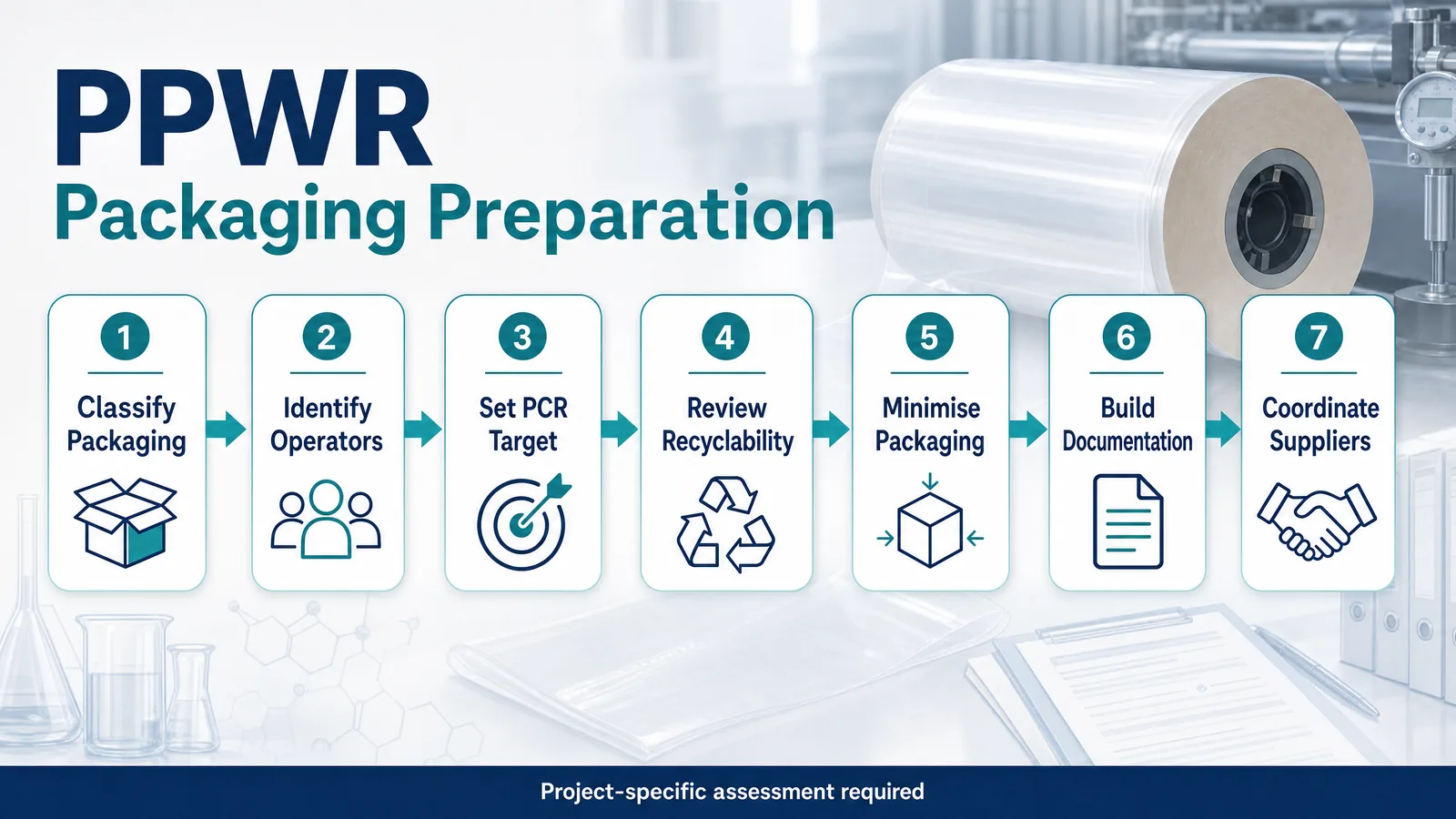
The manufacturer under PPWR should build a project-specific evidence file rather than relying on a generic supplier certificate. The following sequence helps procurement, compliance and engineering teams work from the same assumptions.
| Step | Buyer action | Output to retain |
|---|---|---|
| 1. Classify the packaging | Determine whether it is sales, grouped, transport, service or contact-sensitive packaging | Written classification and intended-use statement |
| 2. Identify responsible operators | Record who controls design, owns the brand, performs final conversion and first places the packaging on the EU market | Responsibility matrix |
| 3. Define the PCR target | Match the category and use to the applicable Article 7 percentage and date | Target specification and calculation basis |
| 4. Review design for recycling | Assess PE structure, inks, labels, adhesives, additives and separability | Design review and test plan |
| 5. Minimise packaging | Balance protective performance with weight, volume and empty space | Size and thickness rationale |
| 6. Build technical documentation | Compile drawings, material data, tests, calculations, risk assessment and production controls | Controlled technical file |
| 7. Coordinate suppliers and importers | Agree what evidence each party provides and how updates are managed | Supplier document schedule |
PPWR Annex VII describes technical-documentation content such as a general description, conceptual design and manufacturing drawings, explanations needed to understand them, applicable standards or specifications, qualitative analyses, test reports and other evidence.[1] The exact file should reflect the packaging and the conformity requirements that apply to it.
Even when Adsure is not the legal manufacturer under PPWR for the final packaging, it can support the customer as a packaging supplier. Article 15 requires suppliers to provide the manufacturer with the information and documentation necessary to demonstrate conformity, subject to the applicable scope and agreement.[1]
What Documentation Can Adsure Provide?
Documentation can be prepared according to the final packaging specification, intended use, destination market and agreed compliance scope. Depending on the project, Adsure can provide or coordinate supplier-side information such as a product specification, material-composition declaration, PCR raw-material records, batch and production traceability data, dimensions and thickness records, sealing or performance test results, and third-party laboratory reports.
For customers preparing their technical files, Adsure can also provide manufacturing drawings, process information and data needed to support a packaging-minimisation rationale. The customer and Adsure should agree in advance which documents apply to the order and whether additional testing is required.
Adsure Packaging also holds relevant SGS-issued compliance certification, providing independent third-party support for its material-compliance and quality-control capabilities.[6] For the applicable product scope, Adsure can provide available material declarations, traceability documents and SGS testing or certification records. An SGS report or certificate may support technical documentation, but it does not transfer or replace the legal responsibility of the manufacturer under PPWR. Unless a certificate explicitly covers PPWR conformity for the exact product and scope, the safer descriptions are “SGS-issued compliance certification,” “SGS testing and documentation,” or “supported by SGS testing or certification.”
Why Work With Adsure Packaging?
Founded in 1985, Adsure Packaging has more than 40 years of packaging manufacturing experience and supplies custom packaging to customers in more than 60 countries.[7] The company develops customised perforated bags and pre-opened bags on roll and can adjust the structure for the packed product, material requirements, dispensing method and equipment parameters.[4] [5]
Adsure is not only a bag converter. Its team can work with buyers to define the bag structure, PCR level, machine requirements, performance criteria and supplier-documentation scope before mass production. Sample development and performance validation help buyers identify trade-offs between recycled content, clarity, sealing, strength and line efficiency.
This approach is especially useful when the customer will become the manufacturer under PPWR for the final branded packaging. Adsure can contribute supplier-side data and test evidence while the responsible business completes its own classification, conformity assessment and technical file.
Conclusion: Confirm the Manufacturer Under PPWR Before Making Claims
PPWR compliance begins by identifying the packaging type and the responsible manufacturer under PPWR. A 30% PCR transparent PE perforated bag can reduce virgin-plastic use and support a customer’s transition plan, but the final assessment depends on intended use, design, branding, documentation, market route and the applicable recycled-content target.
For general non-contact-sensitive plastic packaging, the present 30% PCR example should be treated as a transition option, not as proof that the future 35% target or every other PPWR obligation has been met. The next step is to combine an appropriate PCR formulation with equipment validation, material traceability, design-for-recycling review and a controlled technical-documentation plan.
Planning a PCR bag project for the European market? Send Adsure your bag dimensions, thickness, packed product, annual volume, printing requirements, packaging equipment and intended EU market. Our team can review manufacturability, PCR options and the supplier documentation required for your project.
Frequently Asked Questions
What is the difference between PPWD and PPWR?
PPWD was a directive that Member States implemented through national law. PPWR is Regulation (EU) 2025/40 and is directly applicable across the EU. It introduces a more harmonised framework for packaging sustainability, recyclability, recycled content, labelling, minimisation, documentation and EPR, although many detailed obligations apply in stages and still depend on delegated or implementing acts.[1] [2]
Who is the manufacturer under PPWR?
The manufacturer under PPWR is the economic operator legally responsible for packaging conformity. It is not automatically the factory that physically produces an empty bag. Branding, essential design control, final cutting or conversion, filling and sealing, and the party placing the packaging or packaged product on the EU market can all affect the determination.[1] [3]
Is the bag manufacturer always the PPWR manufacturer?
No. A bag factory can be a supplier while the customer or brand owner is the PPWR manufacturer for the final packaging. This is more likely when the customer controls the specifications, uses its own name or trademark, performs final filling and sealing, and places the packaged goods on the EU market. Each supply chain should be documented separately.[3]
Does 30% PCR make plastic packaging PPWR compliant?
No. PCR content is only one requirement. Compliance can also involve classification, recyclability, minimisation, substances, labelling, technical documentation, conformity assessment and importer duties. For ordinary non-contact-sensitive plastic packaging, the Regulation currently sets a future 35% minimum, so a 30% PCR bag should be presented as a transition option rather than a final compliance claim.[1]
What recycled content will plastic packaging need by 2030?
Article 7 currently sets 2030 minimums of 30% for contact-sensitive PET packaging, 10% for contact-sensitive non-PET packaging, 30% for single-use plastic beverage bottles and 35% for other plastic packaging. The deadline is 1 January 2030 or three years after the relevant implementing act enters into force, whichever is later. Exceptions and adjustments may apply.[1]
Can SGS issue a PPWR compliance certificate?
A laboratory or certification body can provide testing, audits or certification within a defined scope, but a report does not replace the manufacturer’s legal responsibility under PPWR. Buyers should verify the certificate title, tested product, standards, scope and validity. Avoid “SGS-certified PPWR compliant” unless the exact certificate explicitly supports that claim for the applicable packaging.[1] [6]
Reviewed by: Adsure Packaging Technical Team
Trademark Disclaimer: Autobag®, SidePouch®, and FAS SPRint Revolution™ are trademarks of Automated Packaging Systems, Inc. (a Sealed Air company). Adsure Packaging is not affiliated with, endorsed by, or authorized by Sealed Air Corporation or Automated Packaging Systems. All compatible products are independently manufactured by Adsure Packaging.
References
- Regulation (EU) 2025/40 on packaging and packaging waste.
- European Commission: Packaging waste.
- Commission Notice: Guidance document for Regulation (EU) 2025/40.
- Adsure custom PE perforated pre-opened bags on roll.
- Adsure pre-opened auto bags manufacturer.
- Adsure certificates and patents.
- Adsure Packaging company profile and manufacturing experience.