Mono PE FFS Film: 3-Layer Design for PPWR-Ready Small Packs
Mono PE FFS Film: 3-Layer Design for PPWR-Ready Small Packs
The European flexible packaging market is moving from multi-material performance by default toward recyclability by design. For brands running form-fill-seal packaging lines, mono PE FFS film is becoming a practical route to replace PET/PE, PA/PE, or PVC-based laminates in suitable small-pack applications. The key is not to oversell a complex structure. The more useful message is that a carefully engineered 3-layer polyethylene film can balance printability, stiffness, core strength, optional PCR integration, and heat-seal reliability while keeping the material family easier to explain in a PE recycling context.

This article focuses on small and mid-light packaging formats, such as snack packs, confectionery packs, frozen vegetable pouches, pet treat packs, coffee refill packs, detergent pod outer packs, small hardware packs, and e-commerce accessory packs. In these applications, the major packaging challenges are usually not extreme load-bearing performance. They are machine stability, heat-seal consistency, shelf appearance, printable branding area, recyclability communication, and regulatory readiness.
Why Mono PE FFS Film Is Becoming Relevant in Europe
The EU Packaging and Packaging Waste Regulation, or PPWR, has changed the way packaging teams evaluate flexible materials. According to the European Commission, Regulation 2025/40 entered into force on 11 February 2025 and will generally apply from 12 August 2026. One of its stated objectives is to make all packaging on the EU market recyclable in an economically viable way by 2030, while safely increasing recycled plastics use and reducing dependence on virgin materials.1
The European Commission states that PPWR aims to make all packaging on the EU market “recyclable in an economically viable way by 2030” and to “safely increase the use of recycled plastics in packaging.”1
Traditional mixed-material films have been successful because each material contributes a specific advantage. PET can provide stiffness and a printable surface. PA can help with toughness or barrier needs. PE provides sealability. However, once these materials are laminated together, they become much harder to separate in mechanical recycling systems. That is why many European buyers are asking suppliers whether a package can be redesigned around one dominant polymer family.
A mono PE FFS film answers that question for suitable applications by keeping the main film structure within the polyethylene family. For small-pack brands, this creates a clearer route for recyclability discussions, PPWR preparation, EPR conversations, and internal sustainability reporting, while still allowing the film to be engineered for existing VFFS or HFFS equipment.
| Market pressure | Impact on small-pack brands | How a 3-layer mono PE FFS film helps |
|---|---|---|
| PPWR raises expectations for recyclable design | Multi-material films face increasing scrutiny | A PE-family structure is easier to position for PE recycling streams |
| Buyers request recycled content options | Procurement teams ask about PCR and sustainability claims | The core layer can be evaluated for PCR while functional skins remain optimized |
| Existing FFS lines must remain stable | Material changes cannot cause downtime or sealing defects | Outer, core, and inner layers can be tuned for machinability |
| Shelf appearance still matters | Small packs rely on visual quality and brand impact | The outer layer can support printability, stiffness, and surface consistency |
Why a 3-Layer Mono PE FFS Film Is the Right Message
More layers do not automatically mean a better solution for every brand. For many small packaging applications, a complex multilayer story may increase cost, complicate specification control, and weaken the recyclability narrative. Adsure Packaging should therefore emphasize a 3-layer mono PE FFS film structure: simple enough to explain, yet engineered enough to solve real packaging-line problems.
The value of the three-layer structure is functional separation. The outer layer supports printability, stiffness, abrasion resistance, and visual quality. The core layer provides thickness, body, mechanical strength, and a suitable position for optional PCR evaluation. The inner layer is designed around low-temperature sealing, hot tack, and seal integrity. For small packs, this layer-by-layer logic is especially important because the pack size is compact, the sealing cycle is fast, and even small variations in film behavior can affect bag shape and shelf presentation.
| Layer | Main function | Value in small packaging |
|---|---|---|
| Outer layer | Printability, stiffness, surface quality, and scuff resistance | Supports branded snack packs, pet treat packs, refill packs, and retail presentation |
| Core layer | Gauge support, mechanical strength, and optional PCR placement | Helps manage recycled-content targets without exposing the PCR-rich layer directly |
| Inner layer | Low-temperature sealing, hot tack, and seal integrity | Supports fast VFFS/HFFS sealing and reduces the risk of weak or distorted seals |
This positioning is important. The article should not present the product as a high-complexity barrier laminate. The stronger message is that a mono PE FFS film can be a practical and scalable replacement option where the product does not require extreme oxygen, moisture, aroma, or puncture protection.

How Mono PE FFS Film Supports Small-Pack FFS Performance
Small-pack FFS lines can be demanding even when the product itself is light. Smaller bags often mean more sealing cycles per minute. Lighter packs can be more sensitive to film tension, coefficient of friction, static behavior, and tracking stability. If the package has a clear window or high-coverage printing, the film surface also affects brand perception.
A 3-layer mono PE FFS film can be specified around the packaging process rather than treated as a generic material. The outer layer can be tuned for stiffness and printing behavior so the film forms cleanly. The core layer can provide body and mechanical support. The inner layer can be designed for a stable sealing window, helping the packer reduce leakers, wrinkles, and inconsistent seals.
| FFS line challenge | Typical symptom | 3-layer design response |
|---|---|---|
| Narrow sealing window | Leakers, weak seals, seal distortion | Inner layer optimized for lower-temperature sealing and hot tack |
| Film tracking issues | Wandering film, slipping, registration variation | Surface design and COF control support smoother feeding |
| Inconsistent pack appearance | Wrinkles, collapsed packs, uneven printed surface | Outer layer improves stiffness and surface consistency |
| Sustainability claims are hard to explain | Customers question whether a laminate is recyclable | PE-family structure supports a clearer recyclability discussion |
| PCR affects consistency | Color variation, gels, or sealing changes | PCR can be evaluated mainly in the core layer, with functional skins retained |
For many brands, the goal is not to replace every laminate with one universal solution. The goal is to identify the right group of products where a mono PE FFS film can deliver a realistic balance of runnability, appearance, and recyclability.
Small-Pack Applications Suitable for Evaluation
CEFLEX emphasizes that flexible packaging design must support collection, sorting, and recycling, and its “Designing for a Circular Economy” guidelines are intended to help the value chain prepare for 2030 and align with legislation.3 This makes small packaging a useful starting point for material redesign, especially where the packed product does not require extreme barrier protection.
| Application area | Suitable examples | Why a 3-layer mono PE FFS film may fit |
|---|---|---|
| Snack and confectionery packs | Nuts, candies, biscuit inner packs, light snack sharing packs | Requires sealing speed, shelf appeal, and a more recyclable material story |
| Frozen small packs | Frozen vegetable portions, frozen pastry portions, chilled ingredient packs | Needs good seal integrity and low-temperature durability |
| Pet product packs | Pet treats, sample packs, deodorizing granule packs | Benefits from printability, tear resistance, and stable forming |
| Home-care refill packs | Detergent pod outer packs, cleaning powder packs, fragrance refill packs | Requires seal integrity, retail appearance, and sustainability positioning |
| E-commerce and hardware packs | Screw kits, electronic accessories, small tool components | Requires anti-scatter containment, identification printing, and automation efficiency |
| Coffee and dry-goods refills | Coffee refill packs, tea overwraps, dried fruit packs | Suitable when barrier requirements are moderate and validated by testing |
For sensitive products, shelf-life testing remains essential. A mono PE FFS film should not be promoted as a universal replacement for every high-barrier laminate. The professional approach is to evaluate product sensitivity, pack size, filling speed, sealing temperature, storage conditions, and the intended recyclability claim before moving to production.
PCR in the Core Layer: A Controlled Sustainability Option
The European Commission’s PPWR factsheet states that plastic packaging must be made in part from recycled content, with increasing targets for 2030 and 2040.2 As a result, European buyers are increasingly asking not only whether a film is designed for recycling, but also whether PCR can be included.
For a three-layer structure, the core layer is the most practical position to evaluate PCR. Placing PCR mainly in the core can reduce its impact on the external printing surface and the direct sealing layer. The outer layer can remain optimized for appearance and print consistency, while the inner layer can remain focused on heat sealing. This does not mean PCR has no performance impact. It means the structure gives the supplier and customer a more controlled way to manage that impact.
| PCR question | Recommended technical response |
|---|---|
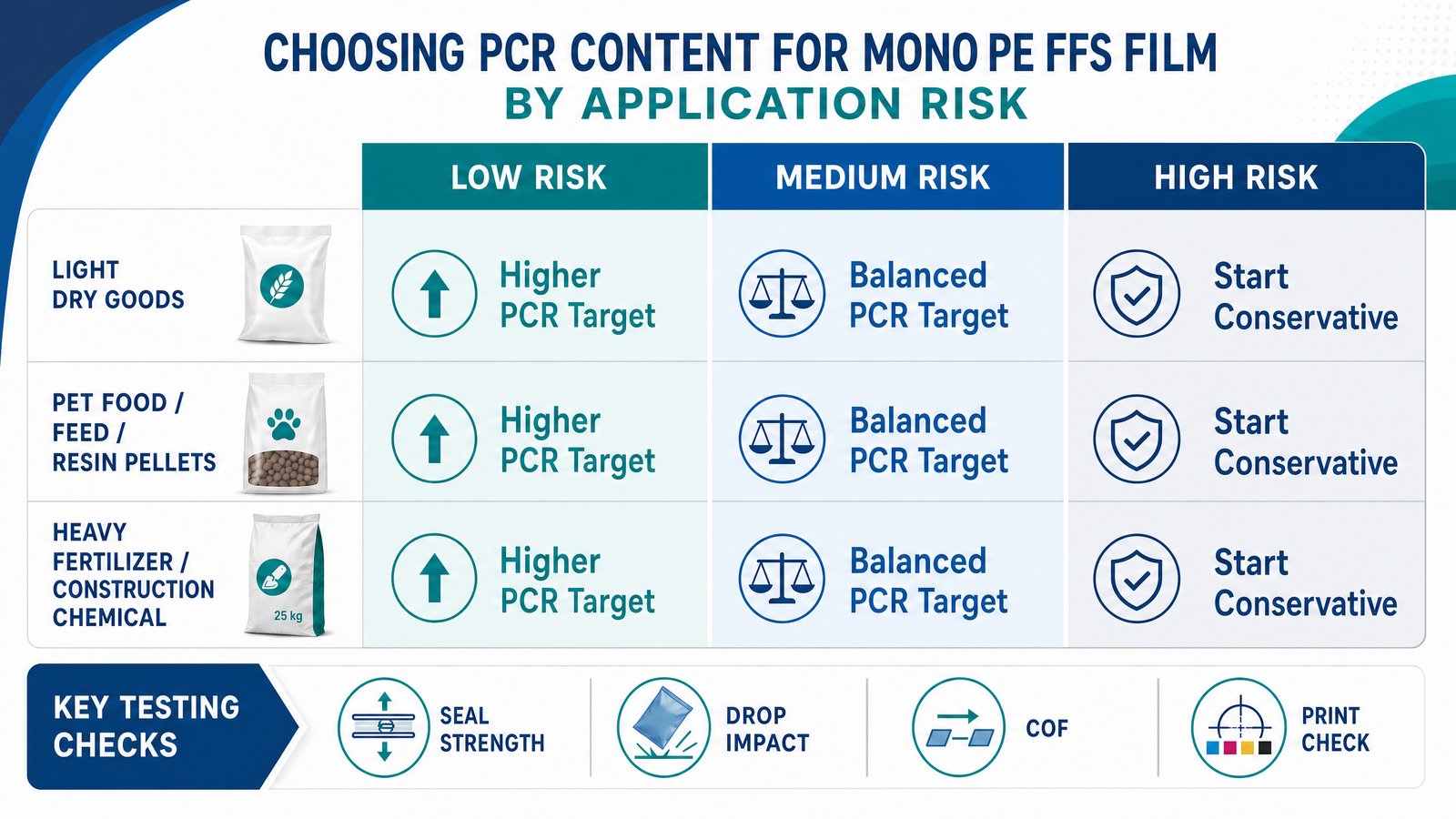
| Can PCR be used for direct food contact? | This depends on PCR source, approvals, migration requirements, and application. Conservative projects should start with non-direct-contact or outer packaging uses. |
| Can the PCR level reach 30% or higher? | It should be evaluated by film thickness, color, mechanical strength, sealing requirements, and trial results rather than promised without testing. |
| Will PCR affect appearance? | Slight color shift or clarity variation is possible, so sample rolls and print trials are recommended. |
| Will PCR affect heat sealing? | The inner layer can be designed to protect sealing performance, but validation on the customer’s FFS machine is still required. |
For Adsure Packaging, the best wording is to describe PCR as an engineered option rather than a blanket guarantee. This is credible for European buyers who are accustomed to reviewing technical data, compliance documents, and trial results.

Mono PE FFS Film Versus PET/PE and PA/PE Laminates
PET/PE and PA/PE laminates have been widely used because they provide reliable stiffness, heat resistance, toughness, and barrier options. The issue is that mixed-polymer laminates are increasingly difficult to defend in a recycling-driven regulatory environment. PPWR pushes packaging design to consider recyclability from the beginning, not only after the package becomes waste.1
A mono PE FFS film should therefore be positioned as a targeted replacement for suitable products, not as a simplistic substitute for every laminate. For many small packs, the essential requirements are stable sealing, smooth film feeding, attractive presentation, and a clear material story. A 3-layer PE design can often provide that balance without overengineering the structure.
| Comparison point | PET/PE or PA/PE laminate | 3-layer mono PE FFS film |
|---|---|---|
| Material structure | Mixed polymers that are harder to separate | PE-family structure with a clearer recycling pathway |
| FFS compatibility | Mature and stable, but under sustainability pressure | Can be tuned for sealing, COF, stiffness, and tracking |
| Printing and appearance | Strong print surface options | Outer layer can be optimized for printability and shelf appeal |
| PCR strategy | Recycled-content claims can be more complex | Core layer can be evaluated for controlled PCR inclusion |
| Best-fit use | High-barrier or special-performance packs | Small and mid-light packs with moderate barrier requirements |
This is why the three-layer message deserves its own article. It is not a downgraded laminate. It is a material redesign strategy built around PPWR readiness, mechanical recycling logic, and real FFS production needs.
Specification Checklist for Buyers
When a brand wants to switch from a conventional laminate to a mono PE FFS film, the most efficient discussion starts with product and machine data. A supplier cannot design the correct three-layer structure from a price request alone.
| Specification area | Information to provide | Why it matters |
|---|---|---|
| Packed product | Product type, pack weight, oil content, moisture sensitivity, sharp edges | Defines strength, sealing, and barrier requirements |
| Packaging equipment | VFFS or HFFS model, speed, sealing system, bag format | Determines sealing window, COF, and tracking behavior |
| Film format | Width, thickness, roll diameter, print colors, clear window | Defines structure, printability, and roll handling |
| Sustainability target | Mono PE claim, PCR target, destination market | Guides documentation, testing, and material selection |
| Validation tests | Seal strength, hot tack, transport simulation, shelf-life test | Confirms whether the film is ready for production |
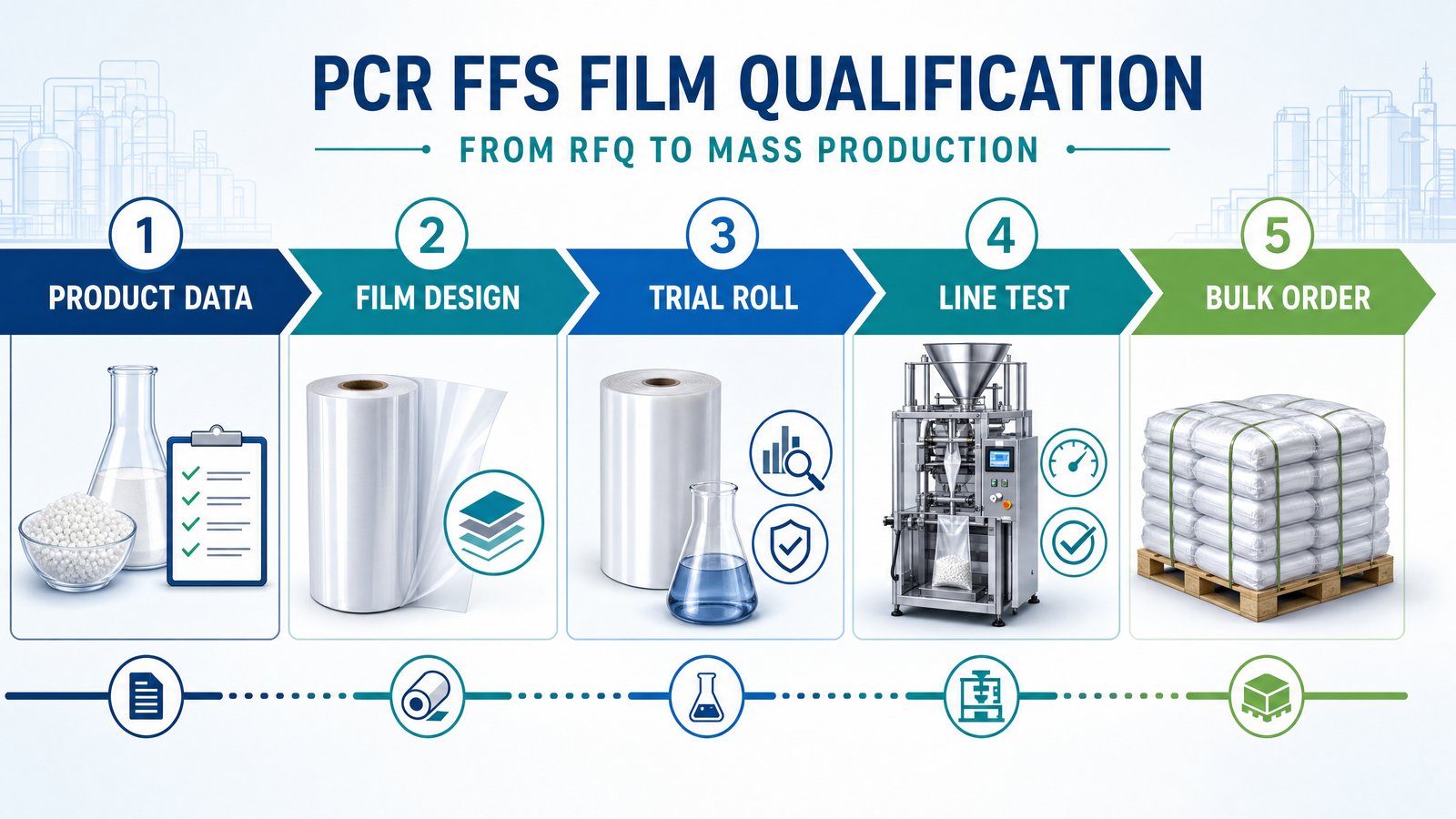
Adsure Packaging can review existing film samples, machine parameters, and market requirements to develop a three-layer trial structure. For European small-pack projects, trial rolls, print checks, seal-strength testing, and production-line validation should be completed before full commercial conversion.
Recommended Visual Assets for the Published Post
To make the article more effective for SEO and GEO, the published page should include visual assets that explain the engineering logic. A cover image can show a PE roll film and small-pack FFS line. An in-content illustration can show the outer layer, core layer, and inner layer. A comparison infographic can show how a mixed-material laminate differs from a 3-layer PE-family structure.
| Image position | Image concept | Recommended alt text |
|---|---|---|
| Featured image | PE roll film for small-pack FFS production | Mono PE FFS film for PPWR-ready small packaging |
| In-content illustration | Three-layer PE film cross-section | Three-layer mono PE FFS film structure with outer core and inner layers |
| Infographic | Laminate versus mono PE recycling pathway | Realistic small packs made with mono PE FFS film |
FAQ: Mono PE FFS Film for Small Packaging
Can mono PE FFS film replace PET/PE laminate?
A mono PE FFS film can replace PET/PE laminate in many small-pack applications with moderate barrier requirements, including snacks, confectionery, pet treats, home-care refills, and small hardware packs. Products requiring extreme oxygen, moisture, aroma, or heat resistance should be validated through shelf-life testing, seal testing, and machine trials before conversion.
Why promote a 3-layer structure instead of a more complex film?
A 3-layer structure is easier for buyers to understand and easier to align with a mono-material recyclability message. The outer layer supports printability and stiffness, the core layer supports strength and optional PCR placement, and the inner layer supports heat sealing. For many small packs, this structure provides the right balance without unnecessary complexity.
Can PCR be added to a mono PE FFS film?
PCR can be evaluated as a core-layer option in a three-layer mono PE structure. This helps protect the external printing surface and inner sealing layer while supporting recycled-content goals. The exact PCR percentage should be confirmed by film gauge, color, strength requirements, food-contact status, and FFS trial results.
Will the film run on existing VFFS or HFFS equipment?
A mono PE FFS film can be designed for existing VFFS or HFFS machines, but the film should be matched to the equipment. Machine speed, sealing method, bag width, roll dimensions, COF requirements, and packed product details should be reviewed before trial. Trial runs help optimize temperature, tension, and feeding parameters.
What should a brand send before requesting a quotation?
A brand should provide the current film sample, pack size, product information, filling machine details, target market, printing requirements, and sustainability goals. With this information, Adsure Packaging can recommend a suitable 3-layer mono PE FFS film structure and prepare trial-roll options.
Conclusion: A Practical Route to Recyclable Small Packaging
European packaging rules are pushing brands to rethink flexible packaging before 2030. For many small-pack applications, the most practical step is not a complicated material system, but a clear, engineered, and explainable 3-layer mono PE FFS film.
The outer layer supports printability, stiffness, and shelf appeal. The core layer provides body, strength, and optional PCR placement. The inner layer supports heat sealing and FFS runnability. Together, this structure gives snack, confectionery, pet treat, frozen small-pack, refill, e-commerce accessory, and small hardware brands a realistic way to improve recyclability communication while protecting packaging-line performance.
If your team is evaluating a mono PE FFS film for the European market, Adsure Packaging can help review your current film, machine parameters, and target sustainability claims, then develop a three-layer trial structure for validation.
Request a 3-Layer Mono PE FFS Film Trial »
Reviewed by: Adsure Packaging Technical Team